Trattamenti termici di stabilizzazione
per fili, trecce, trefoli di acciaio
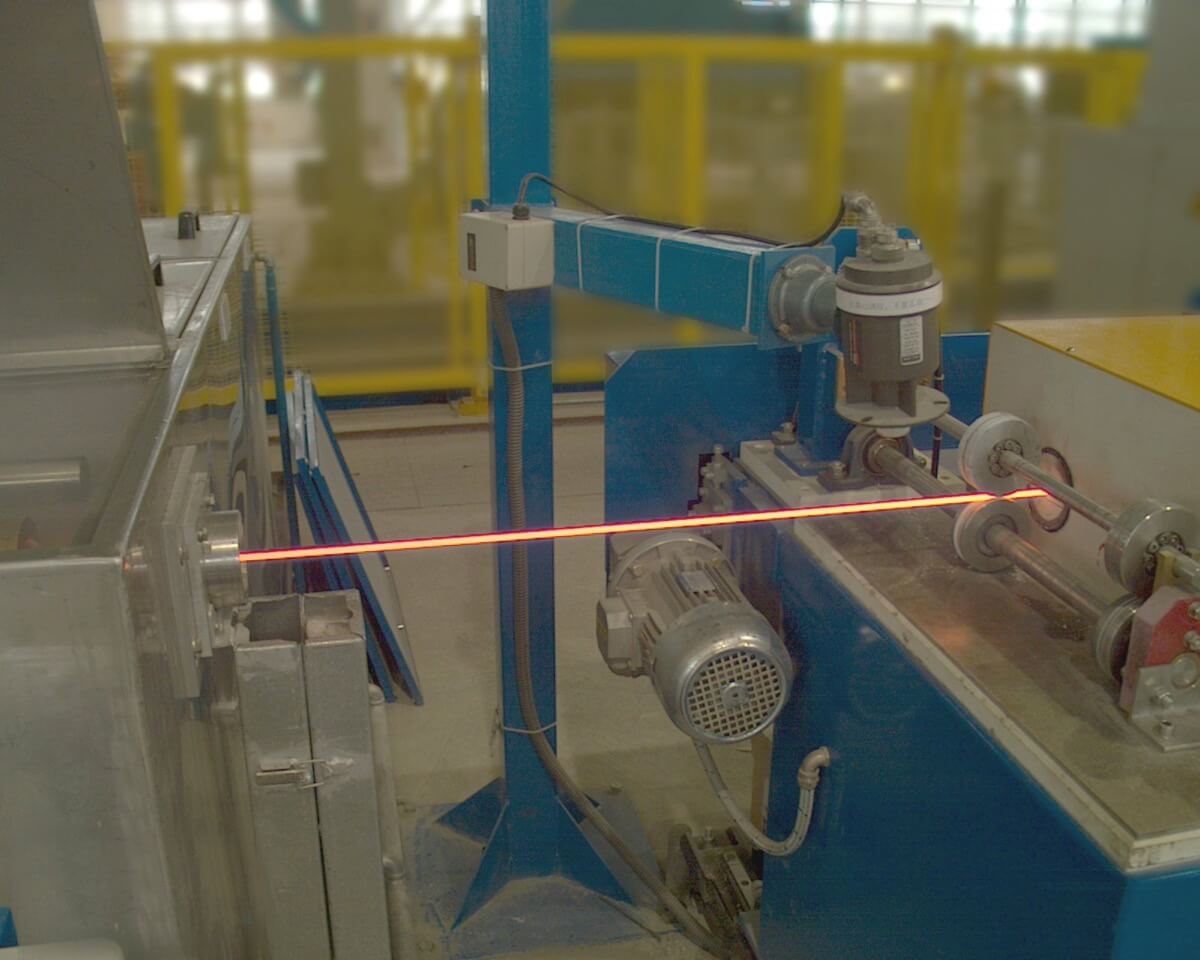
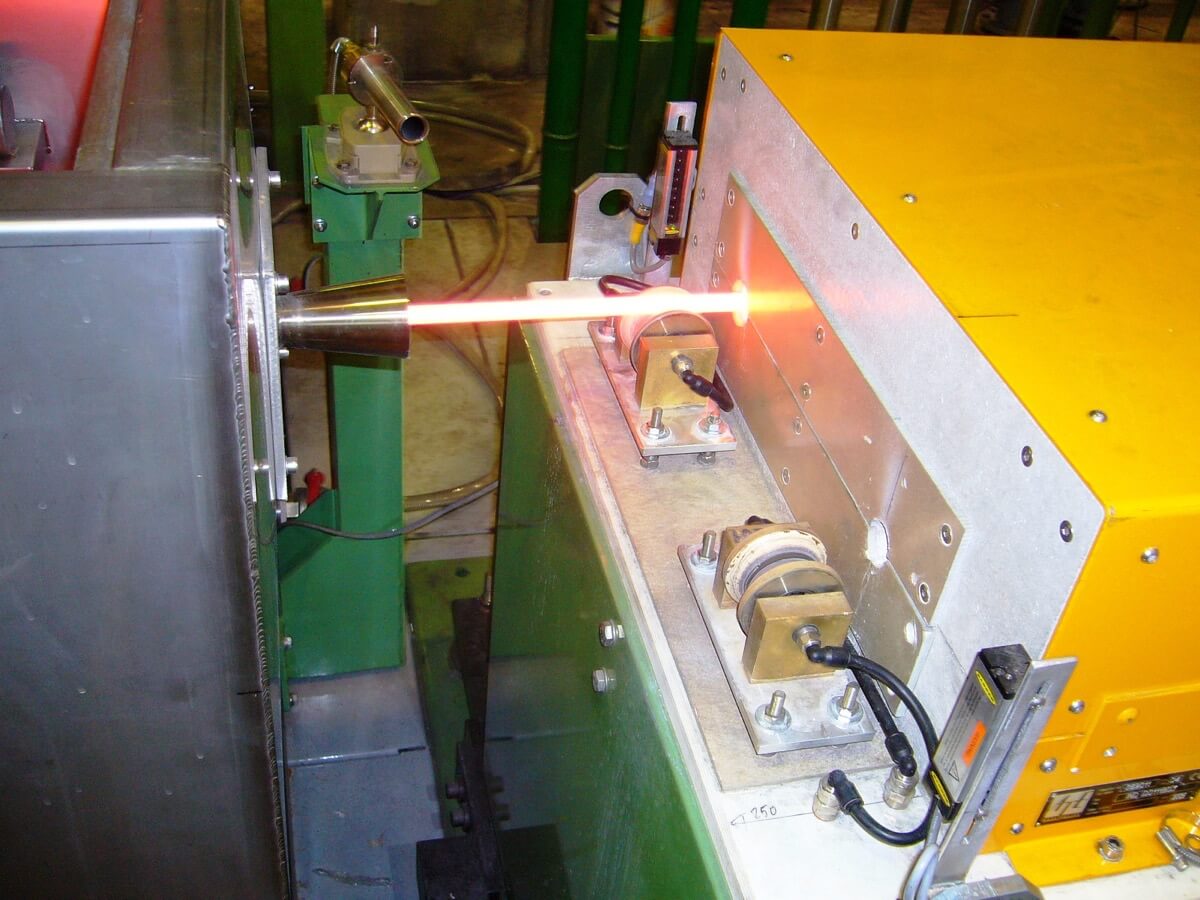
Il trattamento termico di stabilizzazione ad induzione viene applicato per ridurre il rilassamento di fili, treccie e trefoli di acciaio per cemento armato precompresso impiegati nella realizzazione di strutture di grandi dimensioni e di elementi prefabbricati, quali ponti, gallerie, viadotti, dighe, tiranti geotecnici e traversine ferroviarie.
Sistemi per il trattamento ad induzione di fili, trecce, trefoli per cemento armato precompresso




- Dimensioni trefoli: fino a 7/10” (sezioni fino a 200 mm2)
- Dimensioni fili: fino a 11 mm
- Dimensioni trecce: fino a 3 x Ø = 3 mm
- Temperatura di trattamento: < 420˚C
- Produzione: fino a 11500 kg/h