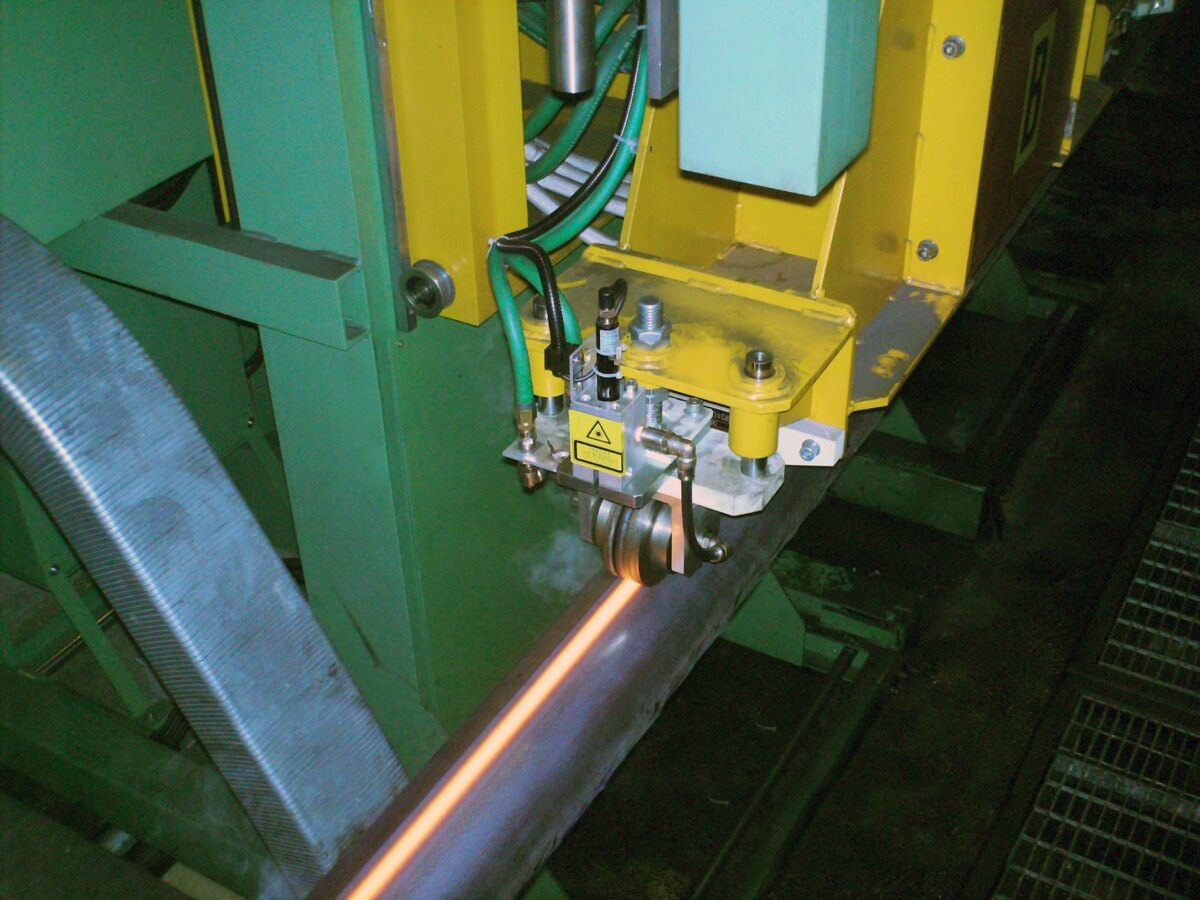
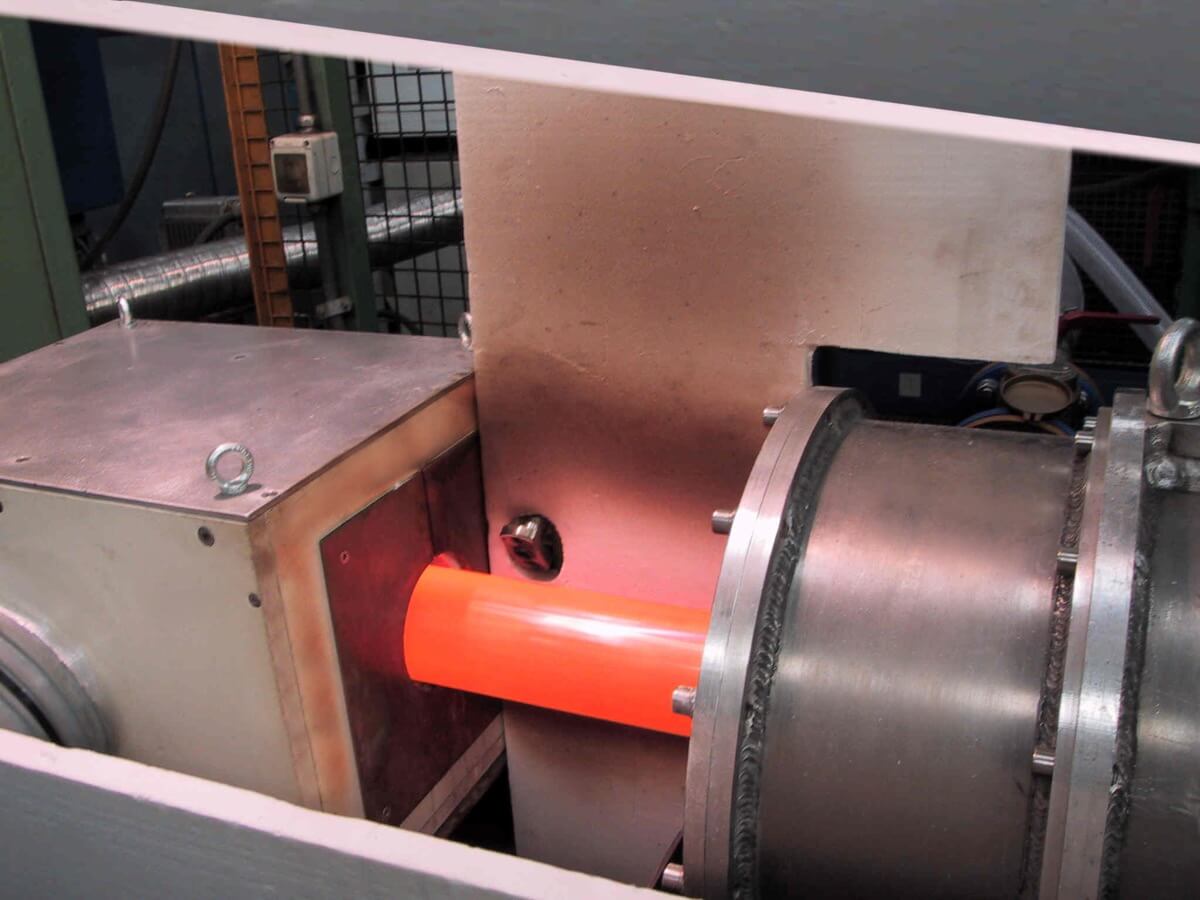
Induction heating of pipes for drying, desiccation, painting, plastic surface coating
Liquids, paints, lubricants, polymeric coatings can be heated in a very effective way if they are or come into contact with induction-heated metal materials.
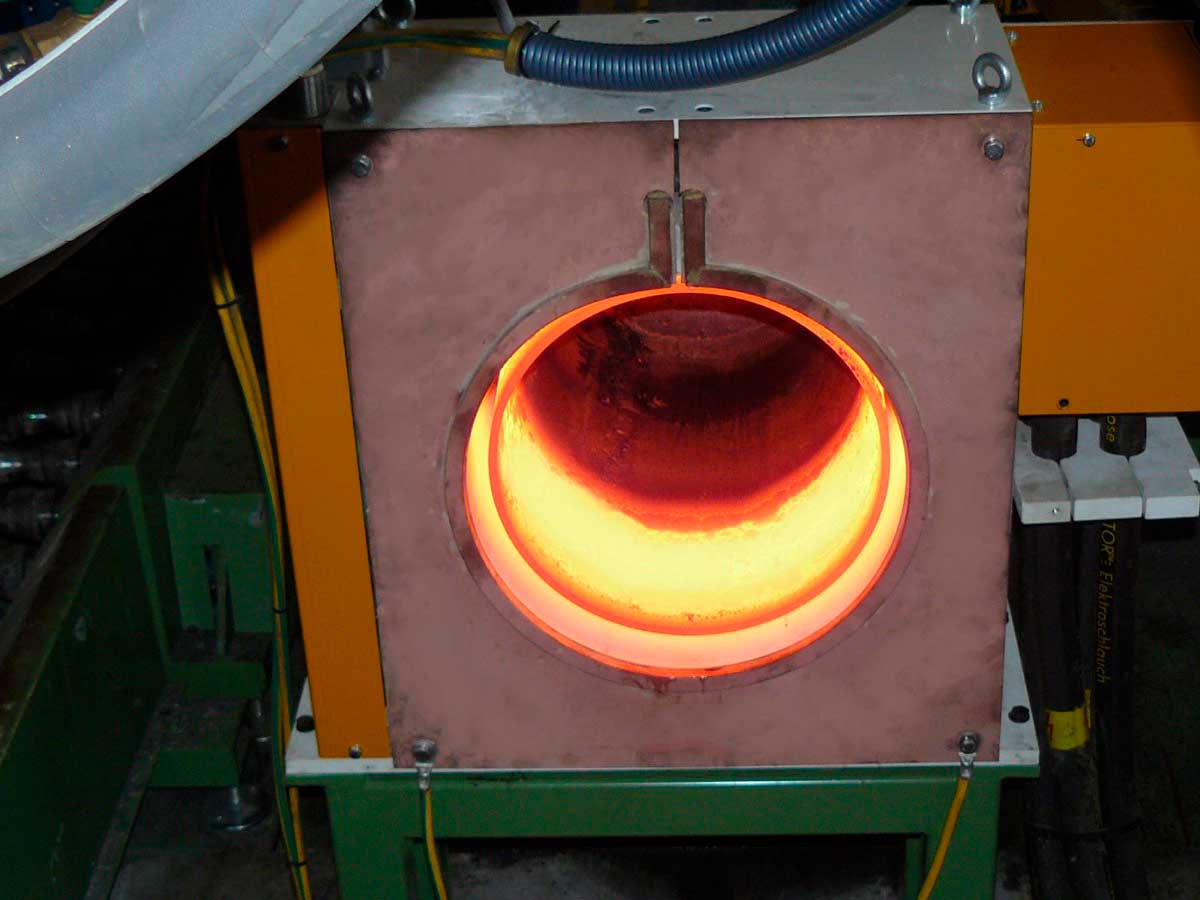
With induction heating, the direct heating by “skin effect” of a surface layer of parallel multi-wires is carried out, making the processes of drying, desiccation of lubricants, painting, galvanising and coating with polymers much quicker, repeatable with a limited use of space and energy compared to hot air or irradiation systems.
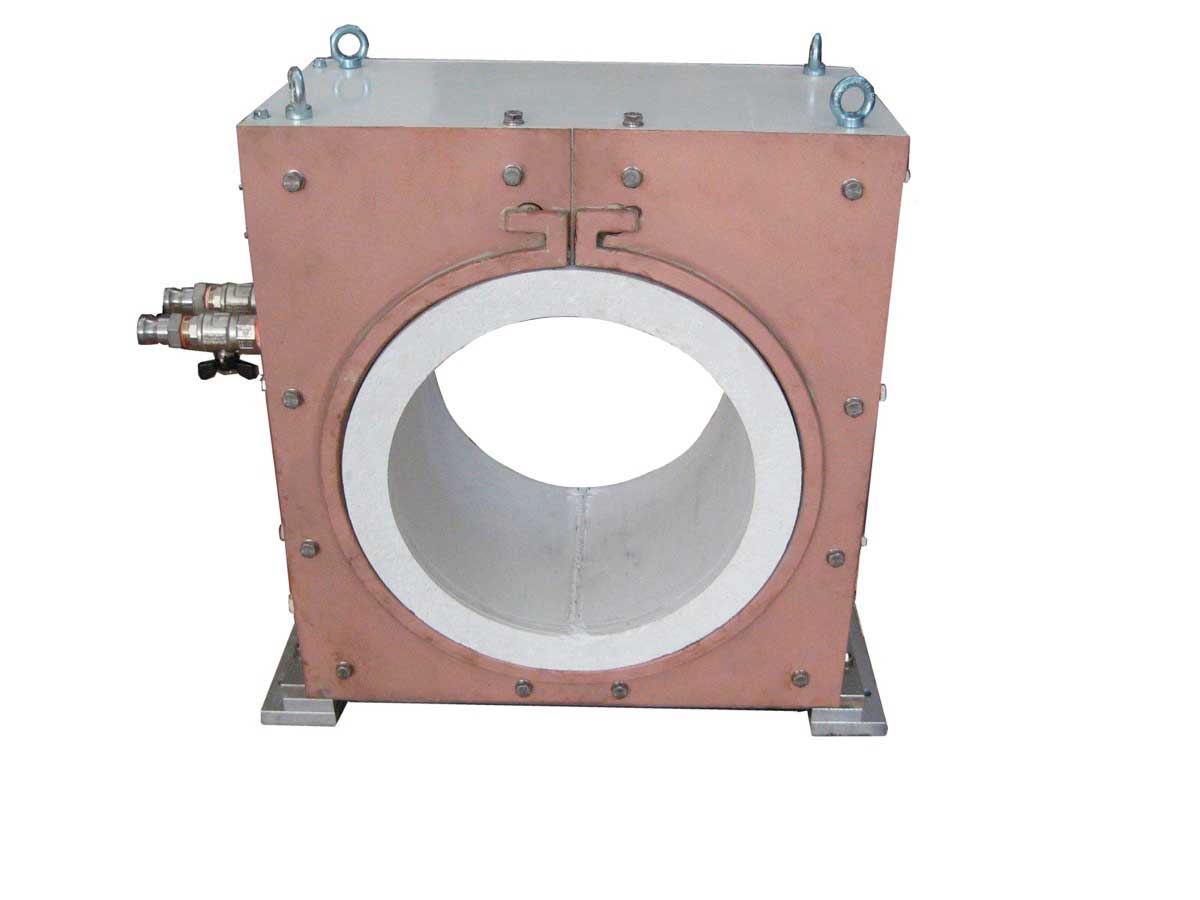
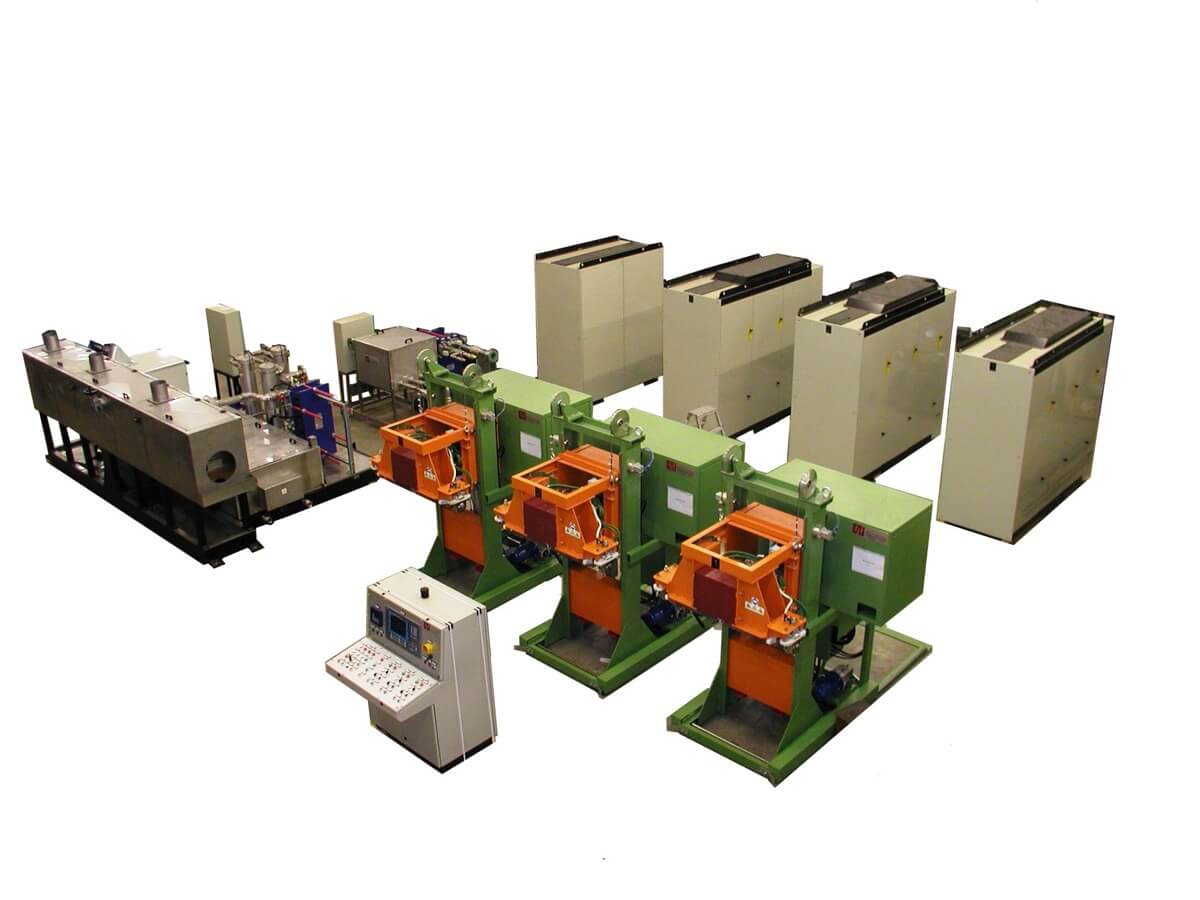
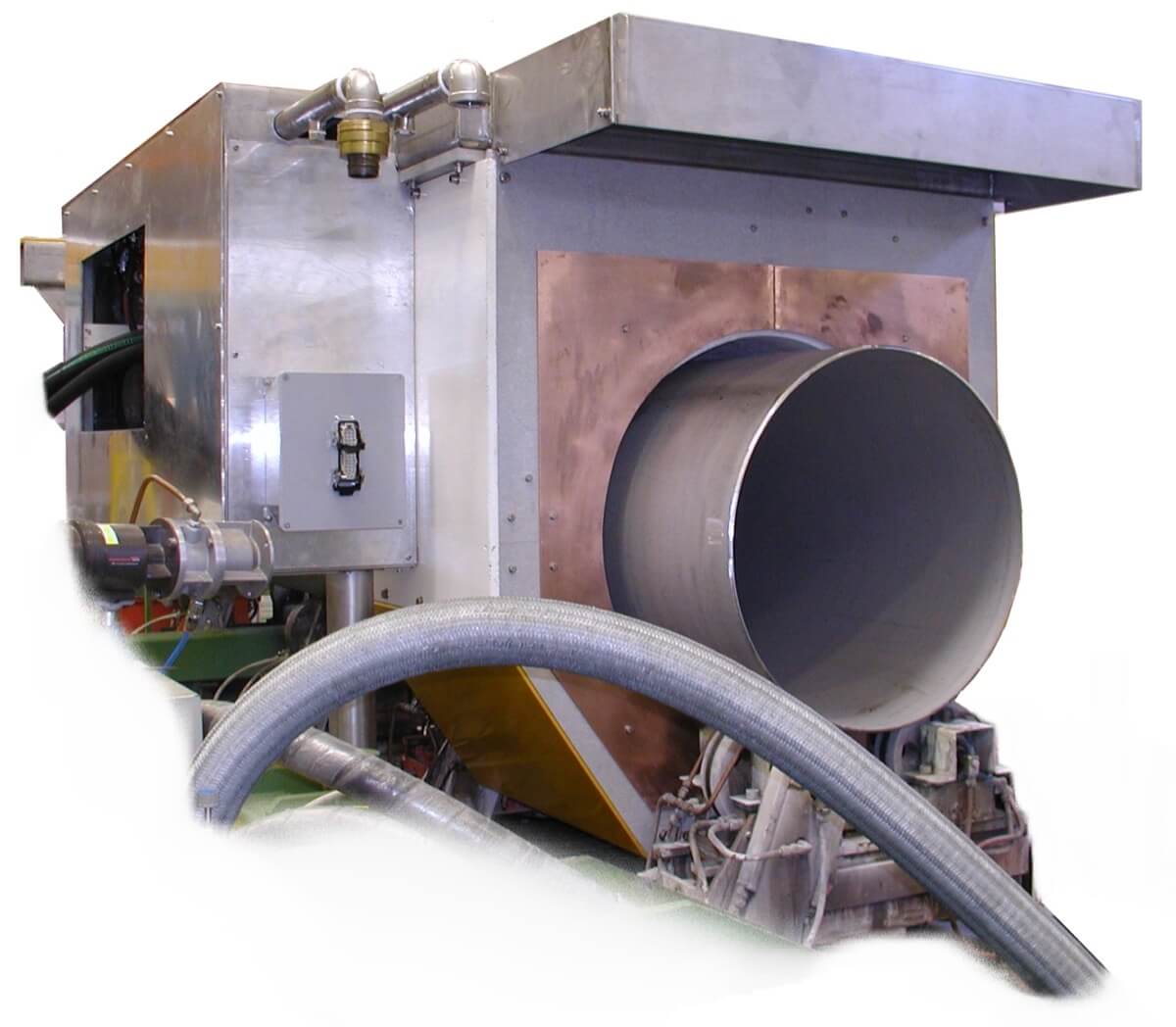
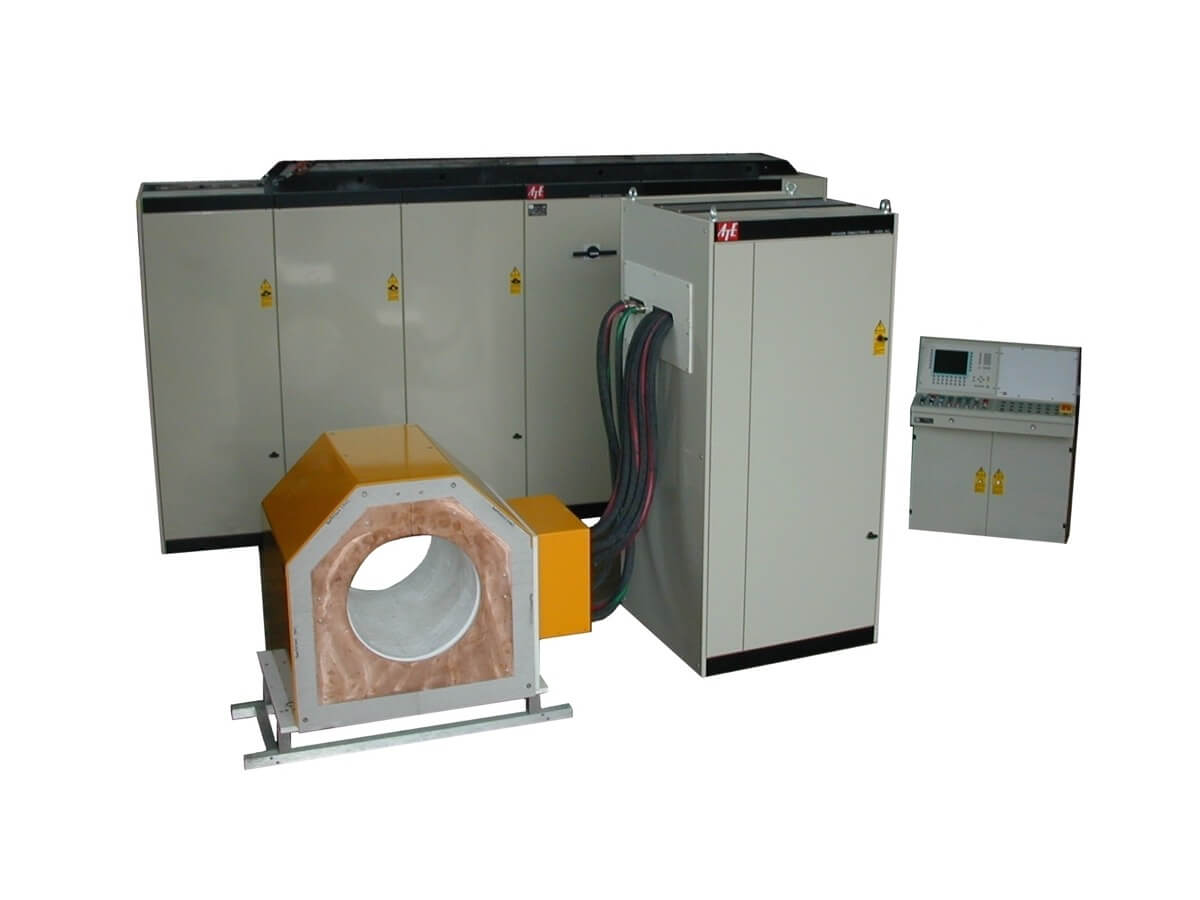
Induction heating system of steel pipes for subsequent electro-static powder painting


- Diameter: up to 170 mm
- Thickness: up to 4.9 mm
- Temperature: up to 200° C
- Output: up to 4640 kg/h