Induction heating of bars and billets for the forging industry
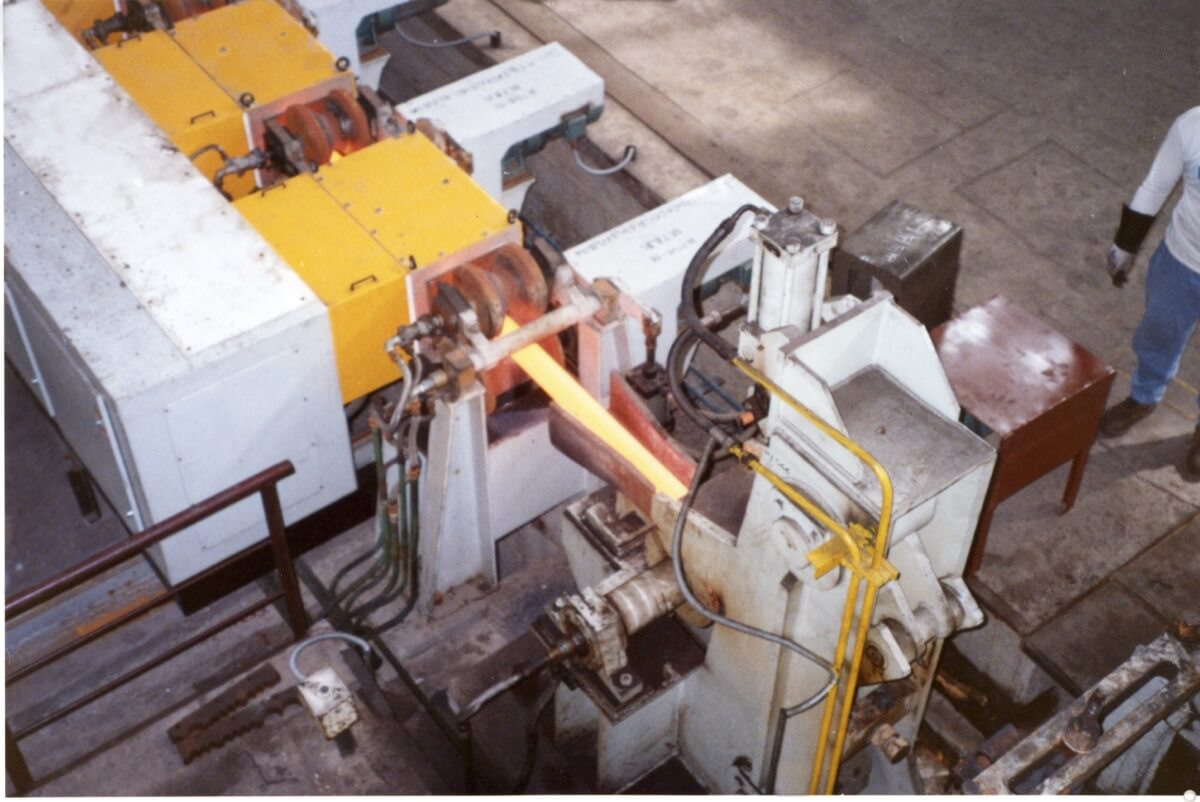
Induction heating systems have assumed an increasingly prominent role in the forging industry. The main reasons for this success are due to the precise control of the transferable energy and the final temperature in the workpiece during heating.
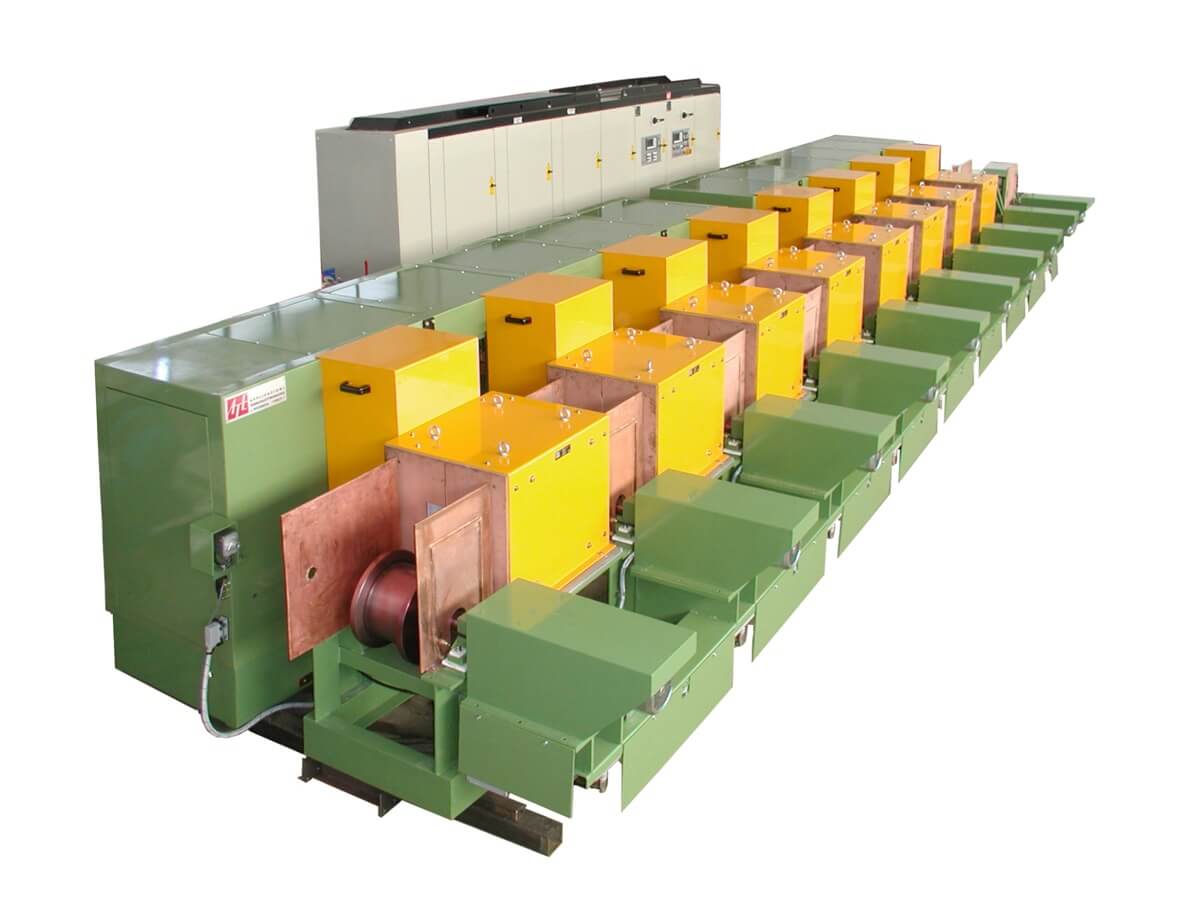
The power density transferable to the material being heated is significantly higher compared to other heating technologies and allows the production of compact systems with high productivity rates.
Typical problems, such as surface oxidation, calamine formation, decarburisation and grain growth, can be significantly reduced due to the short heating time. High levels of productivity are ensured by a higher degree of automation and low rates of waste parts.
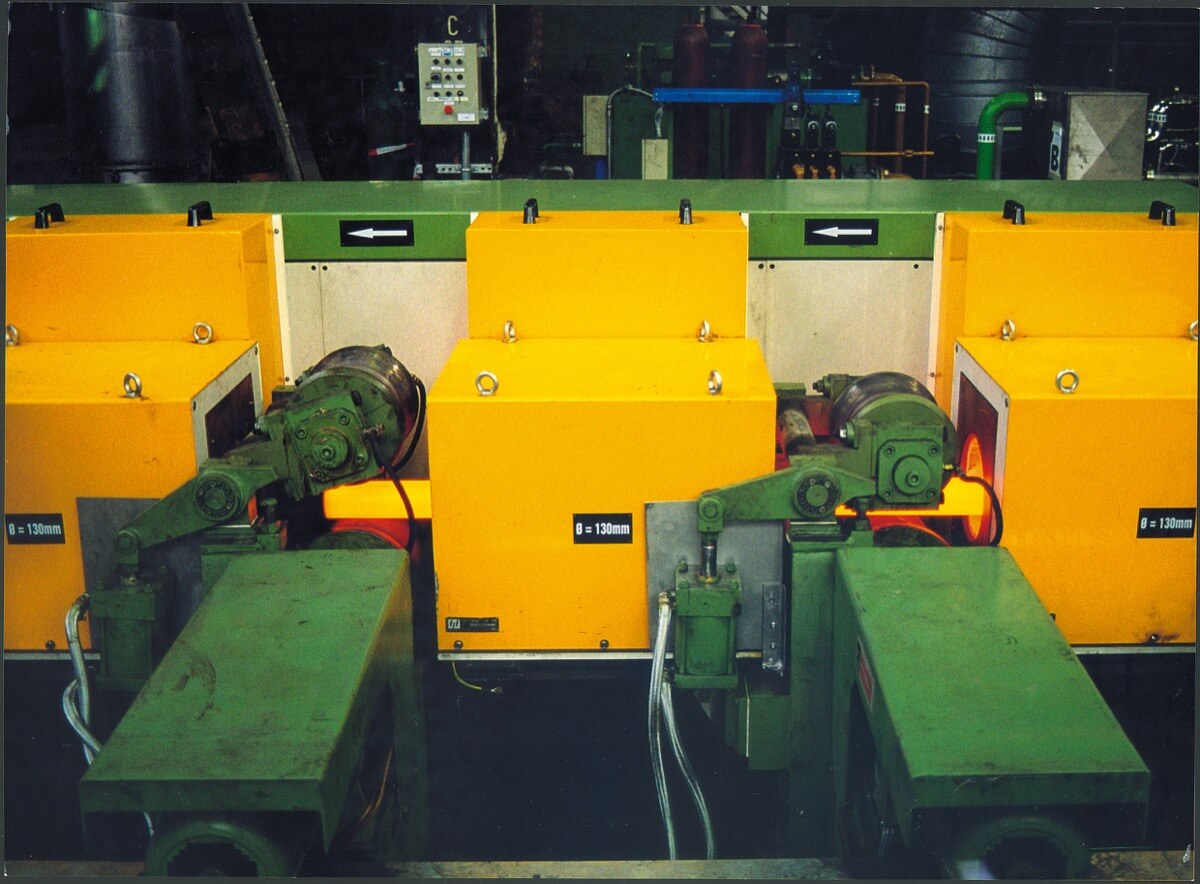
Continuous heating of aluminium alloy ingots


- Section profile: 1532 mm2
- Temperature: up to 560° C
- Hourly production: up to 3000 kg / h