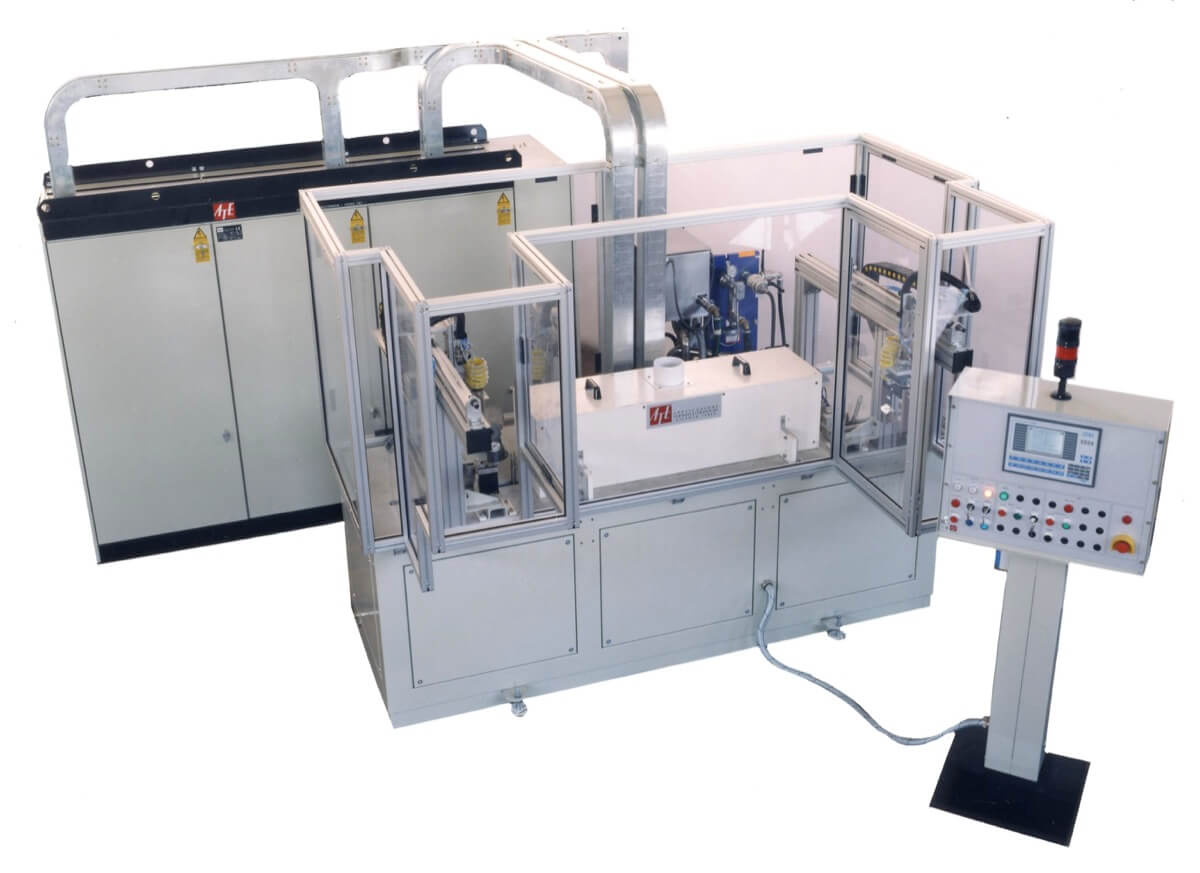
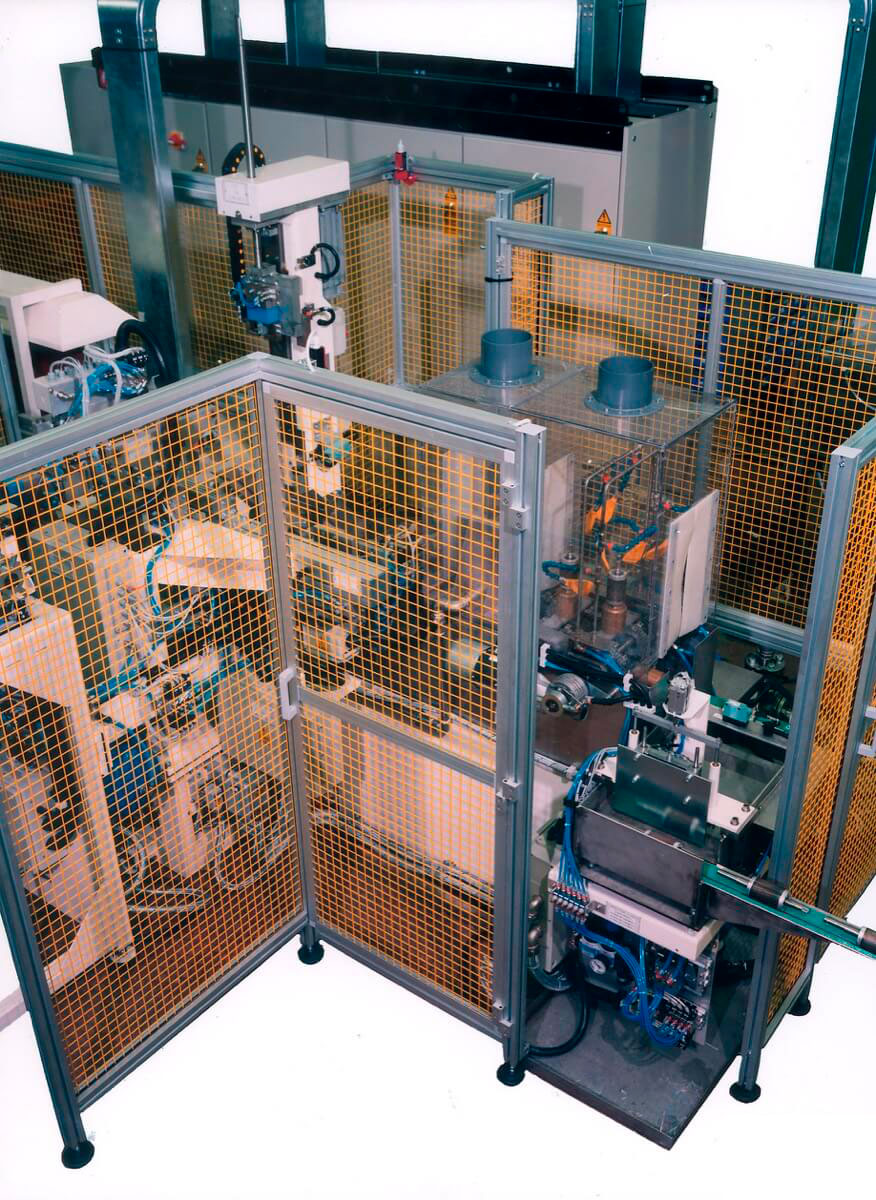
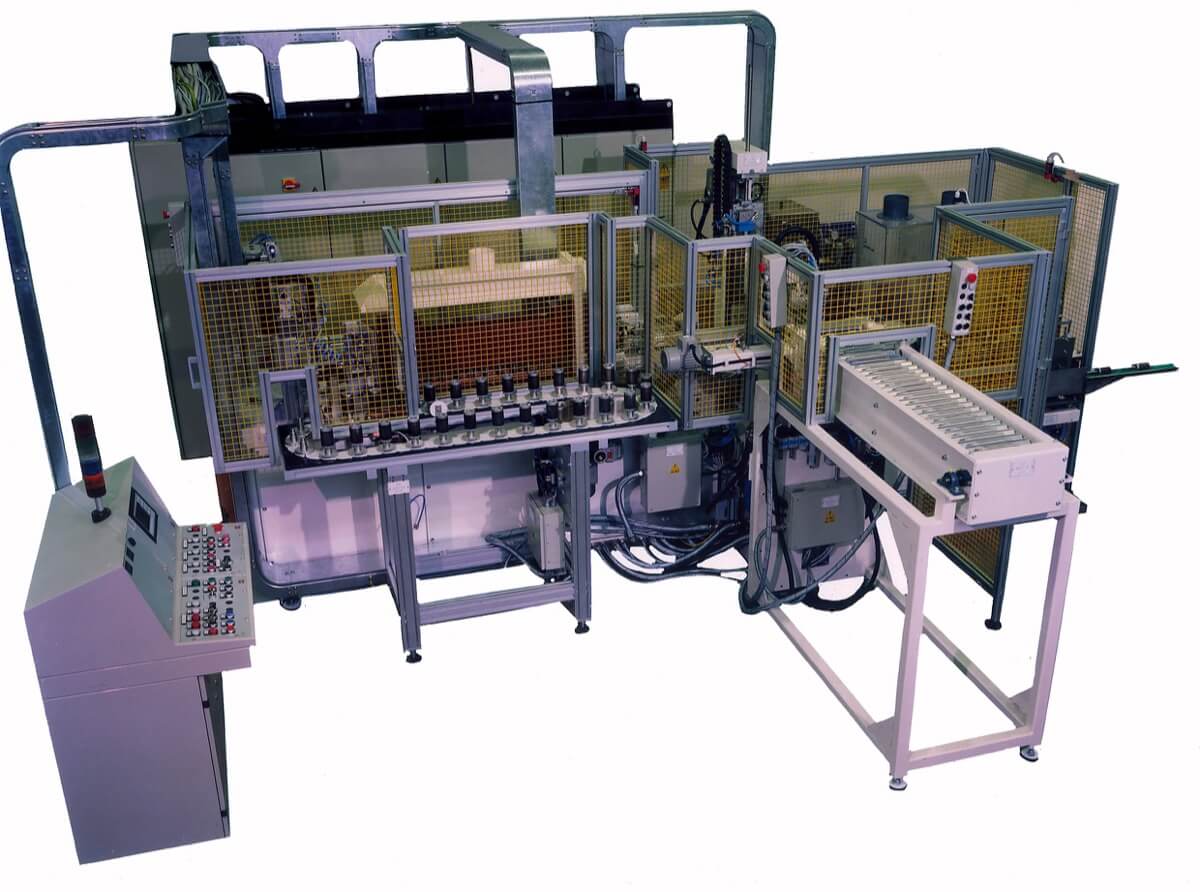
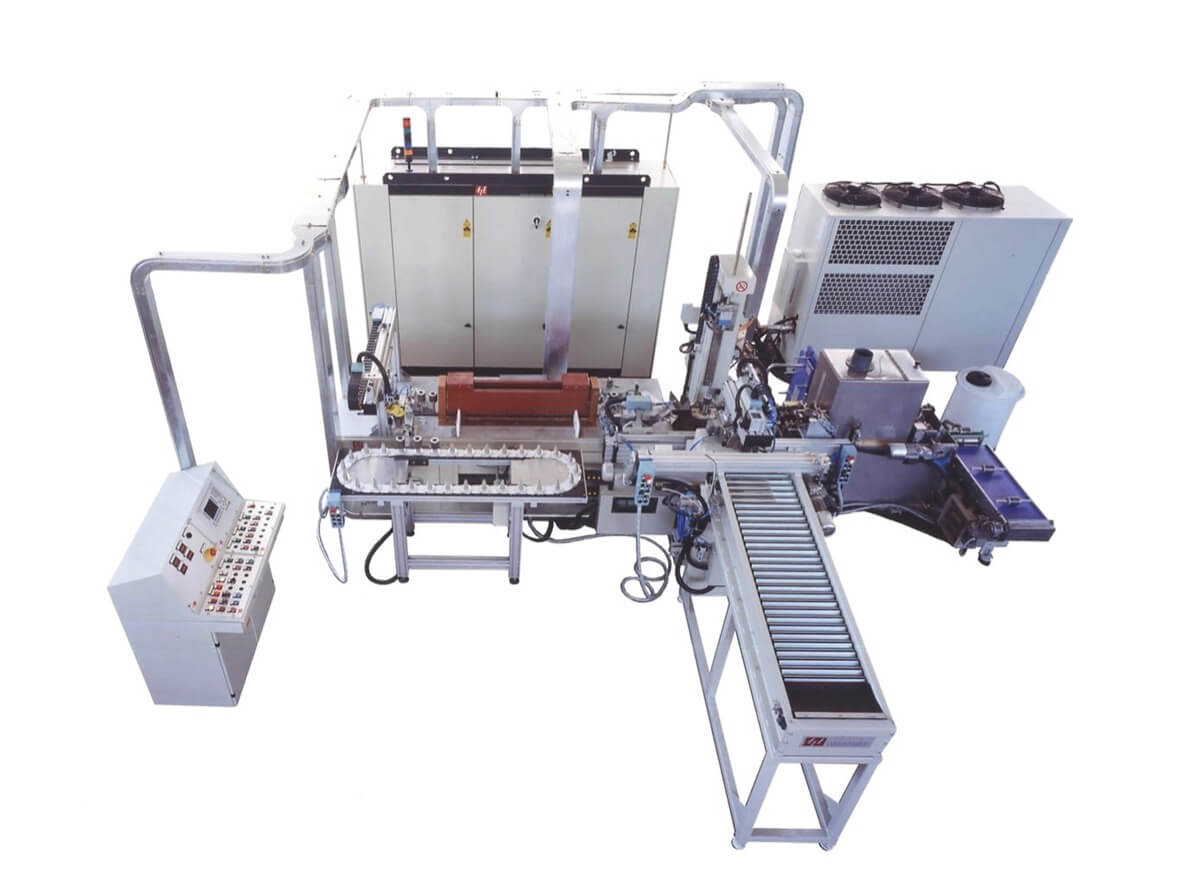
Heating of cage rotors for asynchronous motors
It is well-known that heating the rotors of die-casted asynchronous motors (being already complete with aluminium “squirrel cage”) at around 430-450 °C and the subsequent natural air cooling (in particular cases, in water), produces a significant overall improvement of the electric efficiency of the motor. With this treatment, the aluminium cage is in fact detached from the rotor core plates, which significantly reduces the rotor losses and increases the coupling work.